Opracował: Franz Aufmann
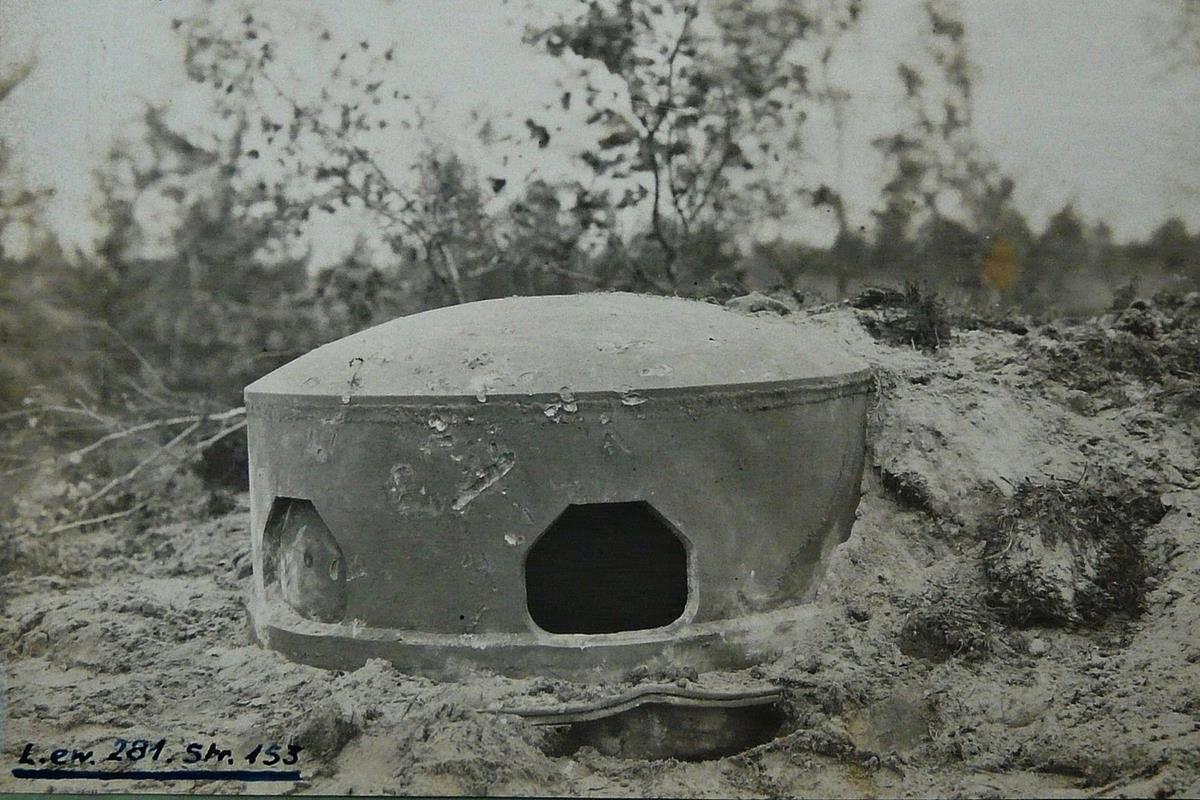
Wypracowywana na początku lat trzydziestych koncepcja wojny manewrowej wymagała zdaniem Inspektora Armii gen. dywizji Edwarda Rydza Śmigłego nowych rozwiązań stanowisk ogniowych. Karabiny maszynowe miały znajdować się w schronach łatwych w transporcie, szybkich w montażu i demontażu, nawet przy dopuszczeniu ich ograniczonej wytrzymałości. Projekt kopuły, jako przewoźnego stanowiska ogniowego dla broni maszynowej, został opracowany przez Wydział Fortyfikacyjny Departamentu Budownictwa Ministerstwa Spraw Wojskowych, zarządzany przez ppłk Józefa Siłakowskiego. W celu wyłonienia optymalnej konstrukcji, kopuła wraz z schronami przewoźnymi według projektu ppłk Stefana Ruegera, miała zostać poddana próbnemu ostrzałowi. Taką decyzję podjął Szef Sztabu Głównego gen. bryg. Janusz Gąsiorowski. Badania balistyczne przeprowadzono na poligonie w Rembertowie w 1934 roku.
Kopuła przewoźna, według Instrukcji Fort. 47-1935 [01], została wykonana z blach ze stali węglowej [02] A-65 zgodną z polską normą PN H-210. Nie została zniszczona podczas prób balistycznych w Rembertowie. Zdaniem prowadzących badania brak przebicia przez uderzające pod ostrym kątem pociski lub ich odłamki w głównej mierze wynikało z kształtu kopuły, a nie z właściwości mechanicznych zastosowanej 25 mm blachy. Dlatego też już w 1935 roku postanowiono przeprowadzić badania, umożliwiające optymalny wybór gatunku stali na blachy. Miały one gwarantować zwiększenie odporności na przebicie bez znacznego podwyższenia kosztów produkcji przewoźnej kopuły, jak i utraty jej podstawowej zalety jaką była jej mobilność.
Przygotowania
Wydział Fortyfikacyjny Departamentu Budownictwa Ministerstwa Spraw Wojskowych przygotował 6 stalowych płyt. Każda z nich posiadała grubość 25 mm. O odporności na przebicie płyt decydował ich skład chemiczny stali, dlatego do prób przeznaczono po dwie płyty o tym samym składzie chemicznym, ale o odmiennej obróbce termicznej. Obróbka cieplna umożliwiała celową zmianę podstawowych parametrów stali takich jak wytrzymałości na rozerwanie i udarność. Podczas doświadczalnych badań balistyczny w Modlinie w 1935 roku postanowiono ostrzelać:
– dwie płyty ze stali węglowej A-65, po jednej z i bez obróbki cieplnej,
– dwie płyty ze stali chromokrzemowej, obie procesowi obróbki cieplnej o zbliżonych parametrach,
– dwie płyty ze stali chromoniklowej, obie poddane procesowi obróbki cieplnej o identycznych parametrach.
Badania balistyczne
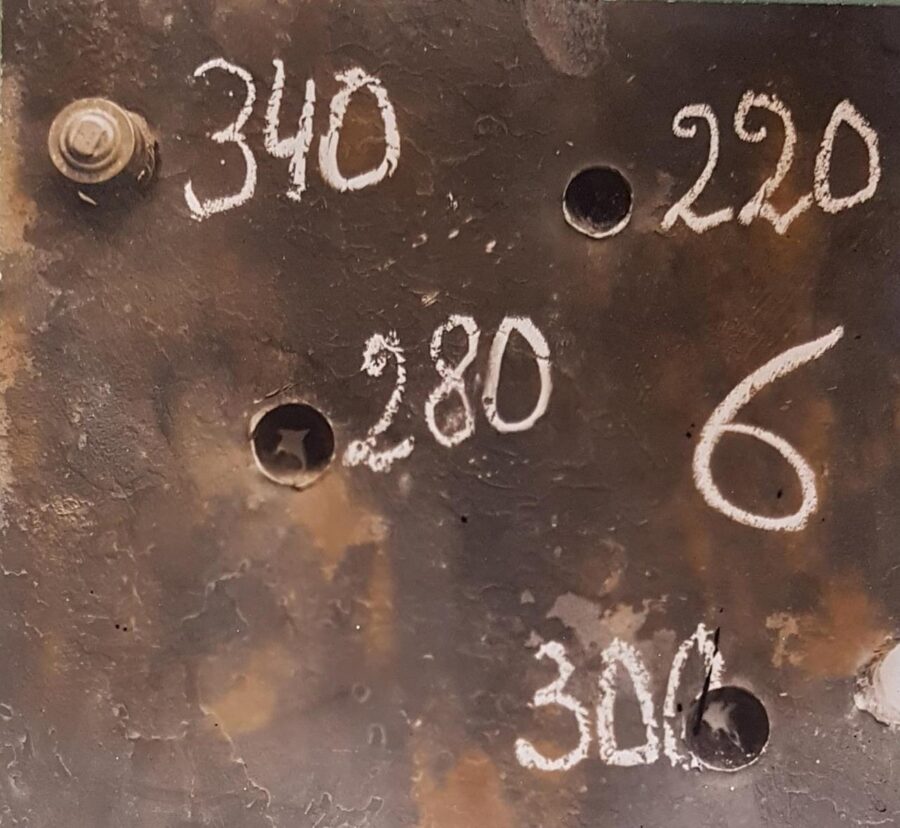
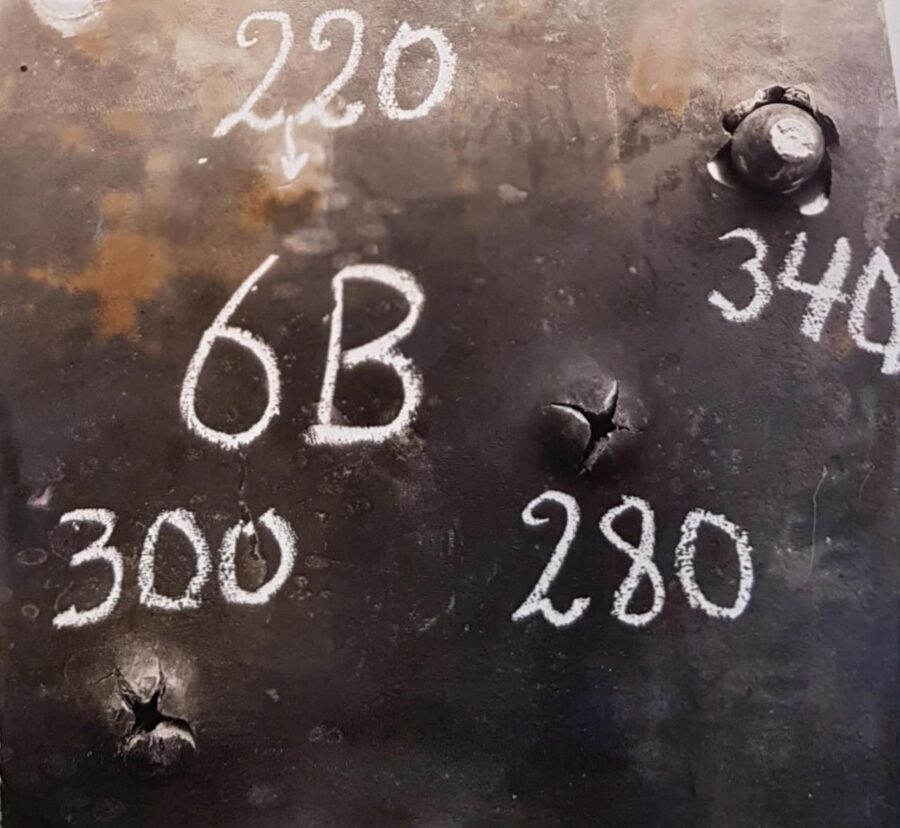
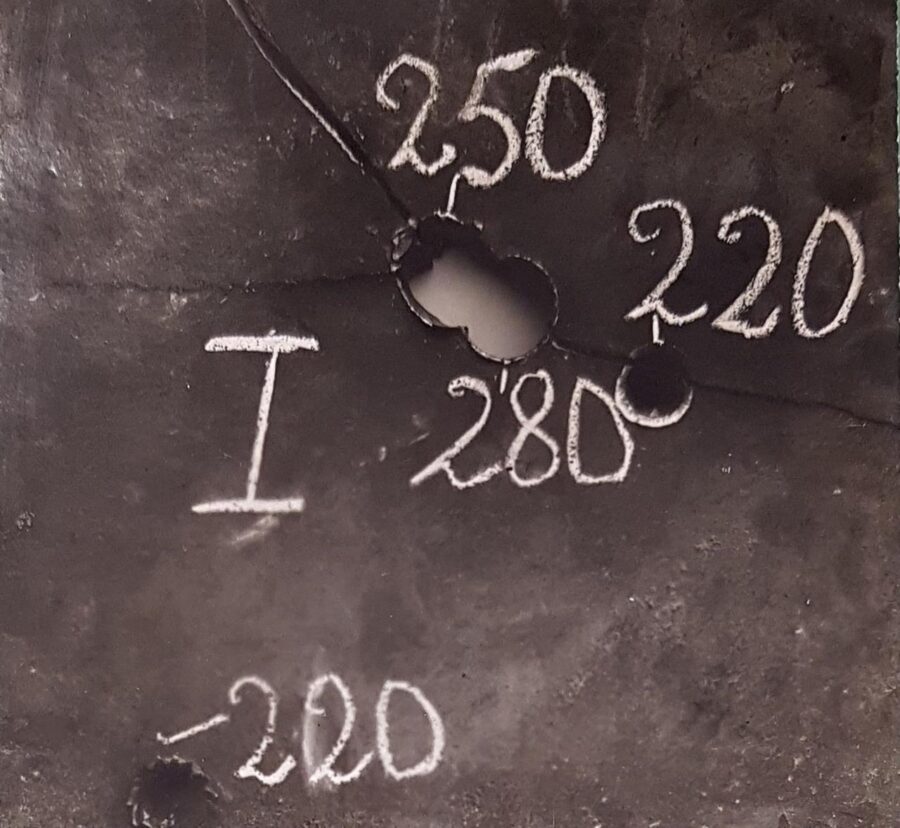
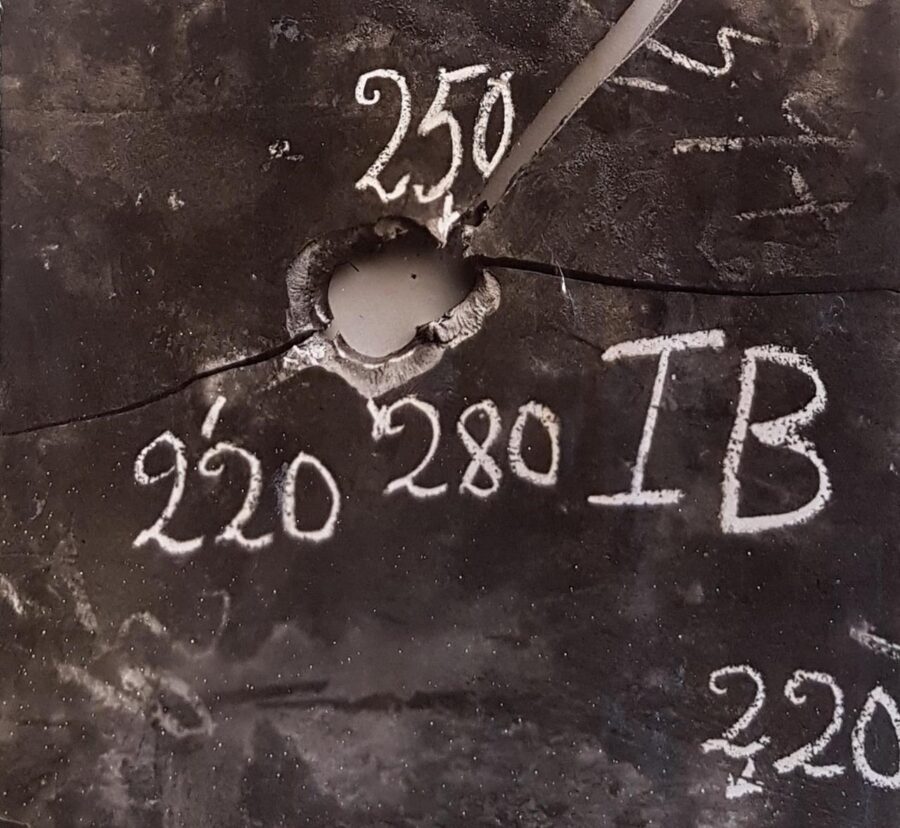
Płyty ostrzelano z 47 mm armatki przeciwpancernej Beardmore. Ostrzał prowadzono z odległości 100 metrów. Do każdej z płyt strzelano pociskami przeciwpancernymi. Zastosowano zasadę, że każdy kolejny pocisk, wystrzelony do tej samej płyty, posiadał skokowo zwiększoną prędkość wylotową. Zmianę prędkości uzyskiwano przez zwiększenie naważki prochowej w łusce naboju.
W wyniku badań ustalono, że najlepszą odporność na przebicie posiada kolejno blacha ze stali chromoniklowej poddanej obróbce termicznej oraz balach ze stali chromokrzemowa, również po obróbce cieplnej. Właściwą obróbką termiczną jest taka, która umożliwia uzyskanie stalowych blach o wysokiej udarności.
Podsumowanie
Badania balistyczne przeprowadzone w 1935 roku w Modlinie wykazały, że celowe byłoby wykonywanie kopuł przewoźnych wykonanych z płyt ze stali chromoniklowej poddanej odpowiedniej obróbce termicznej. Przy zastosowaniu tych blach następuje nieznaczny wzrost kosztów produkcji kopuły przewoźnej ze względu cenę stali chromoniklowej równej 1,95 zł/kg, przy cenie stali węglowej równej 1,40 zł/kg.
W okresie wojny i braku dostępu do importowanych składników, chromu i niklu, dopuszczalne jest wykonanie kopuły przewoźnej wg Instrukcji Fort. 47-1935 z ulepszonych cieplnie blach ze stali węglowej A 65 wg. polskiej normy hutniczej PN H-210.
[01] – kopuła wykonana z blach stalowych, więcej w opracowaniu Kopuła przewoźna – mobilny pancerz dla stanowiska ckm.
[02] – w materiałach archiwalnych z okresu międzywojennego funkcjonuje nazwa „stal węglista”, obecnie już nie używana. Poprawna nazwa to stal węglowa.